Spawanie wzdłużne rur
- Szczegóły

DANE TECHNICZNE URZĄDZENIA
- Napięcie zasilania : 3 x 380 V / 50 Hz
- Zabezpieczenie sieci : 10 A
- Prędkość spawania : 75÷230 cm/min
- Max długość spawanego elementu : 1050 mm
- Min. średnica spawanych rur : 90 mm
- Max. średnica spawanych rur : 800 mm
- Grubość spawanych elementów : 0,5÷1,0 mm
- Masa urządzenia : ok. 900 kg
ZASADA DZIAŁANIA URZĄDZENIA
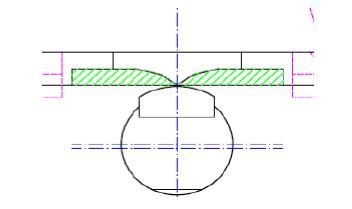
Ręcznie zostaje uruchomiony zawór pneumatyczny, który uruchamia siłownik poruszający dźwignię, która wprowadza listwę bazującą w strefę późniejszego spawania. Siłownik wyposażony jest w bezdotykowe czujniki położenia tłoka. Spawany detal zostaje wprowadzony na podporę i dosunięty jedną krawędzią do listwy bazującej. Ręcznie zostaje zaciśnięta dźwignia podpierająca belkę podpory. Zaciśnięcie tej dźwigni sygnalizowane jest przez odpowiedni czujnik. Po dosunięciu detalu jedną krawędzią do listwy bazującej za pomocą zaworu pneumatycznego sterowanego pedałem zostaje uruchomiony szereg siłowników o małym skoku , które powodują dociśnięcie za pomocą łapek jednej krawędzi detalu do belki podpory. Za pomocą drugiego zaworu sterowanego pedałem zostaje poprzez szereg siłowników dociśnięta wstępnie, niewielką siłą druga krawędź detalu. Po ręcznym dosunięciu tej krawędzi do listwy bazującej za pomocą trzeciego zaworu sterowanego pedałem zostaje ostatecznie dociśnięta druga krawędź. Za pomocą ręcznego zaworu zostaje wycofana listwa
bazująca ze strefy spawania rury. Za pomocą ręcznego przycisku elektrycznego na pulpicie sterowniczym zostaje uruchomiony proces spawania. Siłownik pneumatyczny opuszcza głowicę spawalniczą w strefę spawania. Jednocześnie zostaje uruchomiony mechanizm jazdy wózka i rozpoczyna się spawanie. Po zakończeniu spawania, co zasygnalizuje wyłącznik krańcowy, głowica spawalnicza jest podnoszona do góry i automatycznie szybkim ruchem powraca w położenie przed rozpoczęciem spawania.
Za pomocą zaworów nożnych zostają zwolnione obie krawędzie spawanego przedmiotu. Po podniesieniu dźwigni podpierającej belkę podpory zostaje wyjęty pospawany przedmiot. Mechanizm jazdy wózka został zrealizowany za pomocą modułu liniowego firmy Deutsche STAR napędzanego specjalnym silnikiem AC firmy INDRAMAT. Nad całością procesu czuwa sterownik SINUMERIC firmy SIEMENS.